Automatisierung in der klinischen LC-MS/MS: Zeit und Ressourcen sparen
Die Flüssigkeitschromatographie mit Tandem-Massenspektrometrie (LC-MS/MS) ist mittlerweile zu einer anerkannten Technik in der klinischen Diagnostik avanciert. Aufgrund ihrer hohen Spezifität und Empfindlichkeit gilt sie als der Goldstandard zur Quantifizierung von einer Vielzahl an Analyten. Zwar wird Immunassays bisweilen der Vorzug gegeben, weil sie weniger ressourcen- und kostenintensiv sind. Jedoch ist die LC-MS inzwischen dank zahlreicher Fortschritte für das klinische Labor immer interessanter geworden. Zu diesen Fortschritten gehören etwa die Fähigkeit zur Automatisierung des präanalytischen Prozesses, eine vereinfachte Probenaufbereitung oder die Multiparameter-Assays.
In einer aktuellen Studie von Settanni et al. wurde untersucht, ob ein Wechsel hin zur LC-MS ökonomisch sinnvoll ist. Die Wissenschaftler verglichen eine bestehende Laborkonfiguration für das therapeutische Drug-Monitoring (TDM) mit einem neuen Setup, bei dem verschiedene Analysen, die bisher mit HPLC und Immunassays durchgeführt worden waren, auf ein LC-MS/MS-System mit automatisierten präanalytischen Prozessen umgestellt wurden. So wurde etwa bei der Analyse von vier Immunsuppressiva von zwei LC-MS/MS und einem Immunassay auf ein einziges kommerzielles Kit in Kombination mit einer automatisierten Plattform mit Direktzugriff umgestellt. In dem Labor war eine „Reduktion der Zahl der verwendeten Kits zu beobachten, was durch die Verfügbarkeit neuer Kits für eine breitere multiparametrische Analyse und Probenaufbereitung auf dem Markt ermöglicht wurde“, so die Autoren.
Wie wurde die Laboreffektivität gemessen?
Die zentrale Frage lautete, ob die veränderte Konfiguration mit einer erhöhten Effektivität im Labor verbunden war. Zur Quantifizierung nutzten die Autoren Konzepte aus der produzierenden Industrie. Mit dem Gesamtbetriebswert (TVO, Total Value of Ownership) soll der tatsächliche Wert eines Geschäfts analysiert und verstanden werden, wobei mehr als nur die unmittelbaren Kosten betrachtet werden. Die Gesamtanlageneffektivität OEE (Overall Equipment Effectiveness) ist eine Standardmethode zur Messung der Produktivität in Fertigungsumgebungen (Einzelheiten s. unten).
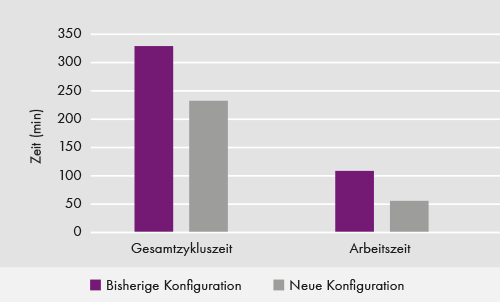
Abbildung 1: Gesamtzykluszeit und direkte Laborzeit für eine Standardcharge aus 51 Patientenproben und 4 Qualitätskontrollen
Total Value of Ownership (TVO)
In TVO-Analysen können verschiedene Zeitfaktoren betrachtet werden. Einer der vom Labor ins Auge gefassten Faktoren war die Gesamtzykluszeit (TCT, Total Cycle Time), d. h. die Zeit vom Beginn der Probenaufbereitung bis zum Vorliegen des Endergebnisses. Dabei stellte sich heraus, dass der Wechsel von der alten zur neuen Konfiguration bei den Immunsuppressiva zu einer Senkung der TCT von 333 auf 235 Minuten, mithin einer Ersparnis von 98 Minuten führte. Außerdem konnte auch die direkte Laborzeit, also die Zeit, die eine Person während der Analyse tatsächlich beschäftigt ist, von 105 auf 59 Minuten gesenkt werden (s. Tabelle 1). Die so eingesparte Zeit kann vom Laborpersonal auf andere Aufgaben verwendet werden. Der Hauptfaktor in dieser drastischen Zeitreduktion war die automatisierte Probenaufbereitung im Verbund mit der Kitkonsolidierung z. B. mit nur einem Probenaufbereitungsschritt für alle Immunsuppressiva.
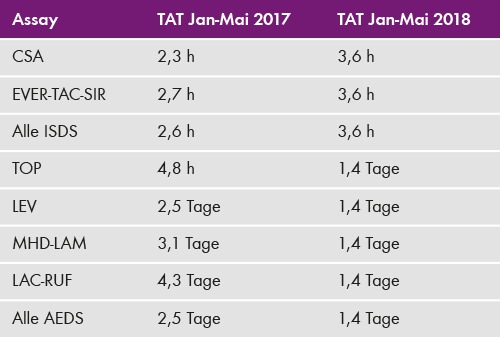
Tabelle 1: Vergleich der Gesamtanalysezeit (TAT) von alle ISDS und AEDS im ersten Semester 2017 und 2018.
Total Analysis Time (TAT)
Ein weiterer untersuchter Faktor war die Gesamtanalysezeit (TAT, Total Analysis Time), die als „Zeitraum zwischen dem Eintreffen einer konkreten Probe im Labor und dem Vorliegen der Ergebnisse“ definiert ist. Sie ist ein Anhaltspunkt dafür, ob die Optimierung des Labors auch zu einer schnelleren Bereitstellung der Ergebnisse führt. Die Autoren fanden eine erhebliche Zeitersparnis bei allen außer einem der TDM-Parameter (s. Tabelle 1).
Wie sieht es mit der Kostenersparnis aus?
Die Autoren konnten also nachweisen, dass die Analyse schneller und für das Personal weniger zeitaufwendig war. Sie untersuchten weiter, ob diese Verbesserungen mit einer Reduktion der Gesamtkosten einhergingen und analysierten die Kosten für eine Standardcharge aus 51 Proben und 4 Qualitätskontrollen bei der Immunsuppressiva-Prüfung. Durch die Automatisierung und Verschlankung der Methodik auf die LC-MS gelang es dem Labor, eine 50-prozentige Kostensenkung bei der Immunsuppressiva-Prüfung zu erzielen (s. Tabelle 2).
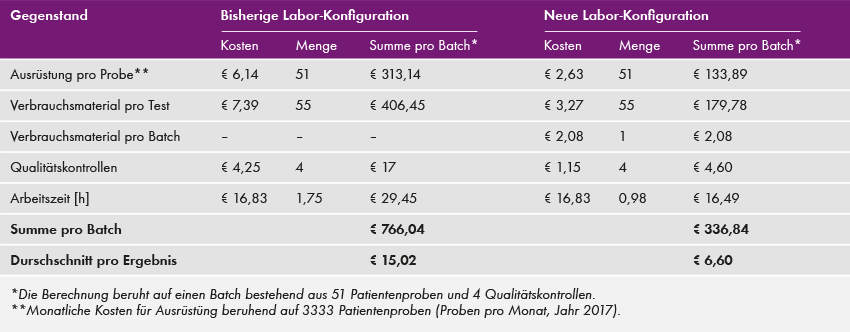
Tabelle 2: Vergleich der Kosten bei der Immunsuppressiva-Prüfung zwischen der früheren und aktuellen Laborkonfiguration
LC-MS – präziser und wirtschaftlicher
Die Automatisierung des TDM mittels LC-MS/MS wirkt sich aus verschiedenen Gründen vorteilhaft aus, insbesondere aber durch die Reduktion der Analysezeiten, benötigten Ressourcen, Manpower und Gesamtkosten. Das Labor konnte die Kosten pro Test senken und gewann gleichzeitig Arbeitszeit, die für andere Aufgaben eingesetzt werden konnten. Ein einziges Kit für alle Immunsuppressiva führte zu einer Reduktion sowohl der Kosten als auch der Probenaufbereitungszeit. Außerdem gelang es, durch die Umstellung auf multiparametrische Kits Reagenzien zu sparen und durch die Automatisierung die Kosten pro Test zu senken. In einem hier verfügbaren Webinar präsentieren die Autoren zusätzlich auch Daten zu einer Steroidanalyse mit dem MassChromTM-Kit, nach denen der Arbeitsaufwand um 75 % reduziert werden konnte.
Zusammengefasst: Durch Automatisierung und Konsolidierung mit multiparametrischen Assays hin zur LC-MS/MS-Technologie konnte das Labor letztlich Umlaufzeit und Kosten senken.
TVO und OEE
TVO (Total Value of Ownership) Die Analyse des Gesamtbetriebswerts (TVO, Total Value of Ownership) basiert auf den Gesamtbetriebskosten (TCO, Total Cost of Ownership). Die TCO-Analyse umfasst die Gesamtkosten für den Kauf von Geräten und den Betrieb sowie die Kosten für Austausch oder Aufrüstung am Ende des Lebenszyklus und zielt somit darauf ab, ein Bild von der Profitabilität im Zeitverlauf zu vermitteln. Beim Gesamtbetriebswert geht es aber nicht nur um die Kosten, sondern auch um die Vorteile einer alternativen Investition. Er stellt damit eine komparative Messung dar, bei der die Gesamtkosten einer Dienstleistung und zusätzliche Vorteile wie etwa die Umlaufzeit bewertet werden.
OEE (Overall Equipment Effectiveness) Die Gesamtanlageneffektivität (OEE, Overall Equipment Effectiveness) ist ein Standard zur Messung der Produktivität in der Fertigung. Sie bezeichnet den Prozentanteil der eigentlich produktiven Fertigungszeit. Ein OEE-Wert von 100 % bedeutet, dass nur mangelfreie Teile in kürzestmöglicher Zeit ohne Standzeiten produziert werden. In der Sprache der OEE bedeutet das ein Qualitätsniveau von 100 % (nur mangelfreie Teile, Performance [kürzestmögliche Zeit] und Verfügbarkeit [keine Standzeit]).